


Materials and Mix Design
 Pervious concrete uses the same materials as conventional concrete, with the exceptions that the fine aggregate typically is eliminated entirely, and the size distribution (grading) of the coarse aggregate is kept narrow, allowing for relatively little particle packing. This provides the useful hardened properties, but also results in a mix that requires different considerations in mixing, placing, compaction, and curing. Proportioning pervious concrete mixtures is different compared to procedures used for conventional concrete and the mixture proportions are somewhat less forgiving than conventional concrete mixtures—tight controls on batching of all of the ingredients are necessary to provide the desired results.
Pervious concrete uses the same materials as conventional concrete, with the exceptions that the fine aggregate typically is eliminated entirely, and the size distribution (grading) of the coarse aggregate is kept narrow, allowing for relatively little particle packing. This provides the useful hardened properties, but also results in a mix that requires different considerations in mixing, placing, compaction, and curing. Proportioning pervious concrete mixtures is different compared to procedures used for conventional concrete and the mixture proportions are somewhat less forgiving than conventional concrete mixtures—tight controls on batching of all of the ingredients are necessary to provide the desired results.
When developing pervious concrete mixtures, the goal is to obtain a target or design void content that will allow for the percolation of water. The void content of a pervious concrete mixture will depend on the characteristics of the ingredients, how they are proportioned and how the mixture is consolidated. Pervious concrete is typically designed for a void content in the range of 15% to 30%. Generally as the void content decreases, the strength increases and permeability decreases. For pervious concrete mixtures it is even more important to verify through trial batches that the mixture achieves the characteristics assumed or targeted when developing mixture proportions. Frequently one finds that even though the design void content is 20%, when the pervious concrete mixture is proportioned, the experimentally measured void content is considerably different. This depends on the workability of the mixture and amount of consolidation.
Table 3 provides typical ranges of materials proportions in pervious concrete. Additionally, NRMCA has developed a pervious concrete mixture proportioning guideline and spreadsheet software that will develop trial batch mixture proportions using volumetric considerations and make the necessary calculations for production batches when mixture proportions are finalized after trial batch evaluations.
Cementitious materials
As in traditional concreting, portland cements (ASTM C 150, C 1157) and blended cements (ASTM C 595, C 1157) may be used in pervious concrete. In addition, supplementary cementitious materials (SCMs) such as fly ash, pozzolans (ASTM C 618), and ground-granulated blast furnace slag (ASTM C 989) may be used. Testing materials beforehand through trial batching is strongly recommended so that properties that can be important to performance (setting time, rate of strength development, porosity, and permeability, among others) can be determined.
Supplementary cementitious materials (SCMs) such as fly ash, pozzolans, and slag can be added to the cement. These influence concrete performance, setting time, rate of strength development, porosity, permeability, etc.
The key to high-performance concrete is the use of SCMs. Silica fume, fly ash, and blast furnace slag all increase durability by decreasing permeability and cracking
Silica fume is a byproduct of silicone production. It consists of superfine spherical particles which significantly increase the strength and durability of concrete. Used frequently for high-rise buildings, it produces concrete that exceeds 20,000 psi compressive strength. Silica fume can replace cement in quantities of 5-12%.
Fly ash is the waste byproduct of burning coal in electrical power plants; it used to be landfilled, but now a significant amount is used in cement. This material can be used to replace 5-65% of the Portland cement
Blast furnace slag is the waste byproduct of steel manufacturing. It imparts added strength and durability to concrete, and can replace 20-70% of the cement in the mix.

Figure 4. Pervious concrete is made with a narrow aggregate gradation, but different surface textures can be obtained through the use of different maximum sizes. The concrete in the box contained a 1/4-in. (6.5-mm) top size, while that below used a larger top size, 3/4 in. (20 mm).
Aggregate
Fine aggregate content is limited in pervious concrete, and coarse aggregate is kept to a narrow gradation. Commonly-used gradations of coarse aggregate include ASTM C 33 No. 67 (¾ in. to No. 4), No. 8 (⅜ in. to No. 16), and No. 89 (⅜ in. to No. 50) sieves [in metric units: No. 67 (19.0 to 4.75 mm), No. 8 (9.5 to 2.36 mm), and No. 89 (9.5 to 1.18 mm)]. Single-sized aggregate up to 1 inch (25 mm) has also been used. ASTM D 448 also may be used for defining gradings. A narrow grading is the important characteristic. Larger aggregates provide a rougher surface. Recent uses for pervious concrete have focused on parking lots, low-traffic pavements, and pedestrian walkways. For these applications, the smallest-sized aggregate feasible is used for aesthetic reasons. Coarse aggregate size 89 (⅜-in. or 9.5-mm top size) has been used extensively for parking lot and pedestrian applications, dating back 20 years or more in Florida. Figure 4 shows two different aggregate sizes used in pervious concretes to create different surface textures.
Generally, A/C ratios are in the range of 4.0 to 4.5 by mass. These A/C ratios lead to aggregate contents of between about 2200 lb/yd³ and 3000 lb/yd³ (1300 kg/m³ to 1800 kg/m³). Higher A/C ratios have been used in laboratory studies, but significant reductions in strength result.
Both rounded aggregate (gravel) and angular aggregate (crushed stone) have been used to produce pervious concrete. Typically, higher strengths are achieved with rounded aggregates, although angular aggregates are generally suitable. Aggregate for pavements should conform to ASTM D 448, while ASTM C 33 covers aggregates for use in general concrete construction. As in conventional concrete, pervious concrete requires aggregates to be close to a saturated, surface-dry condition, or close monitoring of the moisture condition of aggregates should allow for accounting for the free moisture on aggregates. It should be noted that control of water is important in pervious concrete mixtures. Water absorbed from the mixture by aggregates that are too dry can lead to dry mixtures that do not place or compact well. However, extra water in aggregates contributes to the mixing water and increases the water-to-cement ratio of the concrete.
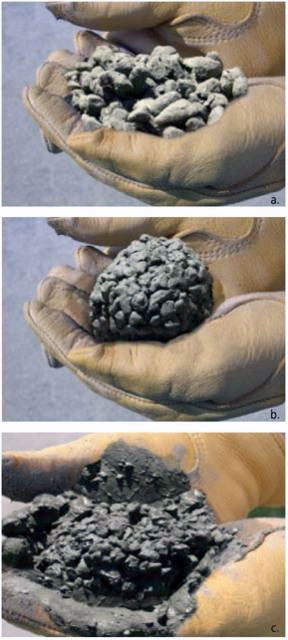
Figure 5. Samples of pervious concrete with different water contents, formed into a ball: (a) too little water, (b) proper amount of water, and (c) too much water.
Water
Water-to-cement ratios between 0.27 and 0.36 are used routinely with proper inclusion of chemical admixtures, and those as high as 0.40 have been used successfully. The relation between strength and water-to-cement ratio is not clear for pervious concrete, because unlike conventional concrete, the total paste content is less than the voids content between the aggregates. Therefore, making the paste stronger may not always lead to increased overall strength. Water content should be tightly controlled. The correct water content has been described as giving the mixture a sheen, without flowing off of the aggregate. A handful of pervious concrete formed into a ball will not crumble or lose its void structure as the paste flows into the spaces between the aggregates (see Figure 5). Water quality is discussed in ACI 301. As a general rule, water that is drinkable is suitable for use in concrete. Recycled water from concrete production operations may be used as well, if it meets provisions of ASTM C 94 or AASHTO M 157. If there is a question as to the suitability of a water source, trial batching with job materials is recommended.
Admixtures
Chemical admixtures are used in pervious concrete to obtain special properties, as in conventional concrete. Because of the rapid setting time associated with pervious concrete, retarders or hydration-stabilizing admixtures are commonly used. Use of chemical admixtures should closely follow manufacturer’s recommendations. Air-entraining admixtures can reduce freeze-thaw damage in pervious concrete, and are used where freeze-thaw is a concern. ASTM C 494 governs chemical admixtures, and ASTM C 260 governs air-entraining admixtures. Proprietary admixture products that facilitate placement and protection of pervious pavements are also used.
|
||||||||||||||||||
* These proportions are given for information only. Successful mixture design will depend on properties of the particular materials used and must be tested in trial batches to establish proper proportions and determine expected behavior. Concrete producers may have mixture proportions for pervious concrete optimized for performance with local materials. In such instances, those proportions are preferable.
** Chemical admixtures, particularly retarders and hydration stabilizers, are also used commonly, at dosages recommended by the manufacturer. Use of supplementary cementitious materials, such as fly ash and slag, is common as well.
*** Higher ratios have been used, but significant reductions in strength and durability may result.
NRMCA Pervious Concrete Mixture Proportioning
The following mixture proportioning approach can be used to quickly arrive at pervious concrete mixture proportions that would help attain void content of freshly mixed pervious concrete when measured in accordance with ASTM C1688 similar to the target value.
-
Determine the dry-rodded unit weight of the aggregate and calculate the void content.
-
Estimate the approximate percentage and volume of paste needed. The paste volume (PV) is then estimated as follows:
Vp (%) = Aggregate Void Content (%) + CI (%) - Vvoid (%)
Where CI = compaction index and
Vvoid = design void content of the pervious concrete mix.
The value of CI can be varied based on the anticipated consolidation to be used in the field. For greater consolidation effort a compaction index value of 1 to 2% may be more reasonable. For lighter level of consolidation a value of 7 to 8% can be used. NRMCA used a value of 5% to get similar values between measured fresh pervious concrete void content (ASTM C1688) and design void content. Using a smaller value for CI (%) will reduce the paste volume.
-
Calculate the paste volume, Vp in ft3 per cubic yard of pervious concrete:
Vp, ft3 = Vp (%) × 27
-
Select the w/c ratio for the paste. Recommended values are in the range of 0.25 to 0.36.
-
Calculate the absolute volume of cement
Where: RDc is the specific gravity of cement (typically 3.15)
-
Calculate the volume of water. Vw
Vw, ft3 = Vp – Vc
-
Calculate the volume of SSD aggregate. Vagg
Vagg = 27 – (Vp + Vvoid)
Where: Vvoid is the design void content for the pervious concrete mix.
-
Convert the volumes to weights of ingredients per cubic yard and for trial batches:
Cement (lb/yd3) = Vc × RDc × 62.4
Water (lb/yd3) = Vw × 62.4
SSD Coarse Aggregate (lb/yd3) = Vagg × RDagg × 62.4
Trial batches are prepared to evaluate mix characteristics of the pervious concrete mixture. Make appropriate adjustments are made to account for aggregate moisture content. If paste is high, pick a lower value or change CI (%). Avoid excessive cementitious content should be avoided. The consistency of the paste can be evaluated separately to ensure that it is not too dry or causes paste run down by being too wet. The density of the mixture should be measured in accordance with ASTM C1688 from which the void content is calculated to ensure that values are in line with the design void content. Then evaluate mixture for consistency, specification requirements and placement method used by the pervious concrete contractor.
NRMCA has developed a pervious concrete mixture proportioning guideline and spreadsheet software that will develop trial batch mixture proportions using volumetric considerations and make the necessary calculations for production batches when mixture proportions are finalized after trial batch evaluations. Here are links to the guideline (pdf) and spreadsheet software (will download .xls file to your computer).